Mandatory Service Bulletin #4
Supercedes MSB #1
The purpose of this MSB is improve the strength of the main gear head bulkhead, replacing the original 5.25" x 0.25" machined part with a solid, larger part.
The desired outcome is a bulkhead which will enlarge the footprint spread of the landing gear brackets, which reduces torque caused by landing stresses, and also allows for a greater distance for bolt holes to the edge of the bulkhead, reducing or eliminating the problem of cracking.
Also included is a much larger angle piece for each side, allowing for better transfer of landing gear loads into the side 1/8" aluminum pieces.
This MSB also contains directives for potting bolt locations within honeycomb, substantially improving strength.
This MSB also contains directives for bonding metal surfaces such as angle and flat sheet, which will substantially improve the strength of connected components and provide improved longevity for the airframe over time and service cycles.
This MSB allows future use of the bulkhead for hard points such as floats, shock absorbers, ski's, under fuselage storage container.
This MSB is required prior to installation of shock absorbers, which will be required for a possible future Gross Weight Increase to 1320 pounds.
Estimated time to install: 60 hours
Review and understand ALL INSTRUCTIONS prior to performing any work. As an example of one possible sequence error, potting of honeycomb for bolt installation is mandatory and must be performed prior to assembly. Without reviewing this material first, you may find it difficult to pot your honeycomb in sequence.
Supplied Materials:
1) this MSB manual, complete with large printed illustrations
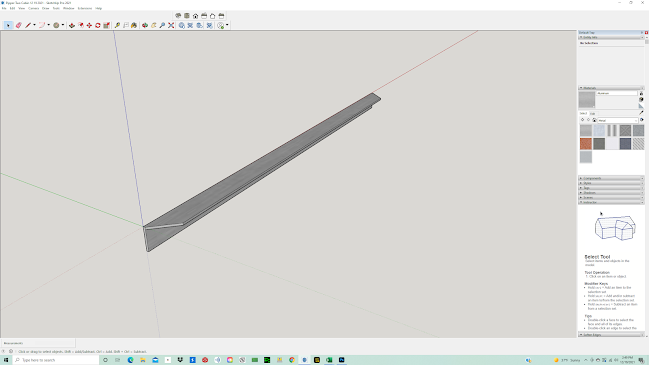
2) 41" x 6" x 0.25" 6061T6 aluminum bar, solid
3) 41" x 2" x 2" x 0.188" 6061T6 aluminum angle, cut with dogleg angles at each end
4) 6" x 3" x 2" x 0.188" 6061T6 aluminum angle, cut to shape and pre-drilled (advise if you do not want it drilled)
5) 2" x 2" x 24" x 0.040" 6061T6 aluminum angle, bent to shape and predrilled with rivet location holes
6) AN nuts, washers, bolt kit
7) 1" aluminum square tube, separately used to actuate flaps (not a part of this MSB, but missing from many kits).
Needed but not included:
1) scrap material: honeycomb aluminum
2) bonding adhesive, such as 3M 2216
3) rivets
4) 80 grit sandpaper
5) acetone
The original design is similar to the following CAD illustration, where the main gear bulkhead has lightening holes. Other details within this CAD illustration are not consistent with shipped kits.
Remove existing structure and test fit solid cross bar.
Roughen surface of aluminum and of facing honeycomb with 80 grit. Clean with acetone or similar. Bond with adhesive and consistent pressure.
Cut a scrap of aluminum honeycomb to fit in the reverse top gap, sand, clean and bond as well.
Reverse side showing scrap honeycomb bonded in place.
The 2" x 2" x 3/16" angle piece looks like this:
And it is also prepped for bonding on the facing surface. Bond it in place:
The 3" x 2" x 6" angles come pre-cut, as shown. Also pre-drilled. Please advise if you do not want them pre-drilled (for instance, to match existing hole locations at assembly).
Surface prep them by sanding and cleaning, then bond in position with adhesive and clamps. Do not crush honeycomb when clamping.
The bottom angle is constructed of .040 6061-T4 aluminum and is pre-bent and predrilled. Surface prep, bond in place, then rivet in place.
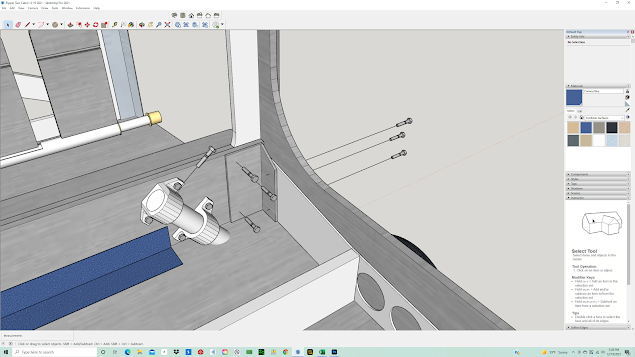
Bolt locations going through honeycomb must be potted with epoxy prior to bolting. The six bolts going through the corner angle are AN4.
(Anecdote: also shown is the recommended location for the AN3 shear twist bolt, going into the top landing gear bracket.)
The exact location of the landing gear brackets is provided in the final document accompanying your upgrade kit.
Two AN4 bolts are installed into the top, spaced 13" apart and 0.75" below the top line.
The center stick support is installed. Note the bend in the support and shimming as necessary for exact, friction-free, and backlash free use of the stick.
Drill and route fuel lines, rudder cables, etc., as required for your unique installation.